
|
|


February 2006
| D |
Hed have had better luck in 1947 when "The Secret Life of Walter Mitty" was in theaters. Had the daydreaming Mitty imagined himself the Mint superintendent, he might have kept pace with the old down-stroke Bliss presses that stamped four coin blanks at a time at 200 "pocketa-pocketas" per minute, for a total of 800 coins.
Today the same number of coins are stamped one-at-a-time on a horizontal-stroke press that vibrates so quickly, the action can barely be seen, let alone articulated.
And besides. Mitty couldnt dream himself into the Denver Mint superintendents position today because it doesnt exist. Except for the one presidentially appointed Mint director, all of the old political positions, such as superintendent, chief coiner and assayer, were eliminated in 1995 when the U.S. Mint became a public sector enterprise, meaning it sustains itself on its own profits and doesnt get a congressional appropriation.
Its working quite well. In the last fiscal year, through collector coin sales and, primarily, seigniorage (the difference between a coins production cost and face value), the U.S. Mint contributed $665 million to the nations Treasury.
Like any good business, the Mint works off of a strategic plan that it has revised regularly since 1995. The switch from the Michigan-made Bliss presses to the German engineering of Schuler AG, based in Goeppingen (near Stuttgart), meshes well with the Mints strategic goals of cutting circulation coin production costs by 25 percent and improving run-time performance, i.e., slashing "down time."
|
|

Denver retired the last of its 40-year-old Bliss presses in the fall of 2005. The U.S. Mint hadnt ordered any machinery from Bliss since the 1970s. While its still a major employer in Hastings, Mich., the E.W. Bliss Company was purchased in 1989 by a Japanese conglomerate, and pleaded guilty in 1992 to illegally importing 31 metal-stamping machines made with forced prison labor in China.
Of course, even Bliss was an improvement over the steam-powered presses that produced 11,368,000 silver coins and 1,921,250 gold coins at Denver in 1906, the branch mints first year of production. A hundred years later, Denver produces as many coins in less than half a day.
Today the Denver Mint operates 24 hours a day, five days a week, minus federal holidays. Its 400 employees, counting Mint Police, are split into three shifts, turning out 27 million to 30 million coins per day.
Believe it or not, thats only about half the production of 1999 and 2000, when the Y2K panic had the Federal Reserve System and the public wondering whether there would be any coins when the calendar turned to the new millennium. To assuage fears of a shortage, Denver ran 24/7 in those years and produced 50 million to 60 million coins per day.
The millennium brought other production challenges, as well. The Mint anticipated high demand for the new state quarters, which started in 1999, and for the new "golden" Sacagawea dollar, which started in 2000.
|
|

FROM STRIP TO READY PLANCHET
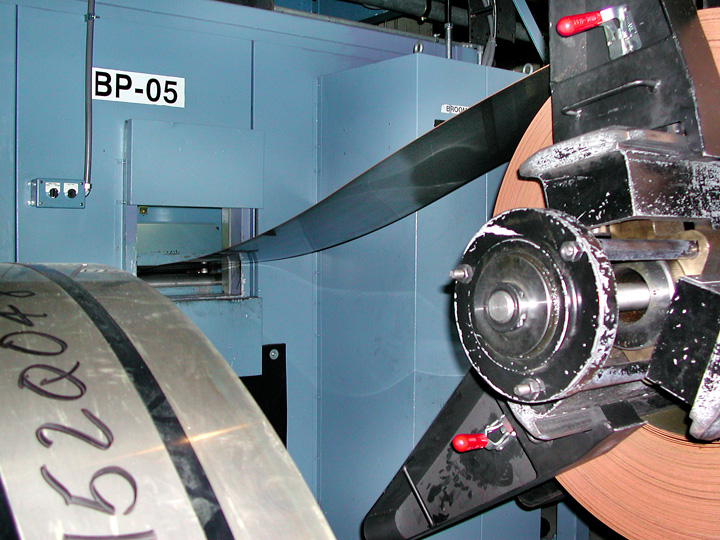
Denvers minting process really begins on Delaware Street, where pre-screened drivers enter through a rolling iron gate and deliver 40,000-pound truckloads of coiled metal to the loading dock at the south side of the building between 6 a.m. and 2 p.m.
|
|

Thats half of the supply story. Lincoln cents are the other half. Cent blanks arrive pre-punched and ready to strike from Jarden Zinc Products of Greenville, Tenn., which also provides one-cent planchets to the Royal Canadian Mint.
Jarden is the successor to Alltrista Zinc Products Company, which spun off in 1993 from Ball Corporation, which won the contract in 1981 to produce the new copper-plated zinc cent planchets. The name has changed, but its essentially the same company thats famous for fabricating the zinc lids for Ball Mason jars.
Jarden uses a patented electroplating process to coat its zinc planchets with just 7.5 microns of copper at the center and twice as much on the edge, where the coins are subjected to harsher wear. Zinc is highly ductile, meaning its malleable, so it doesnt need to be annealed (softened by heating) before it is struck.
Its just the opposite with nickel, which takes a lot of work to get it ready for coining.
Upon arrival, the copper-nickel strip for 5-cent nickels and the copper-nickel clad or "sandwich" strip for dimes, quarters and half dollars are randomly quality-controlled for thickness and composition. Occasionally, clad samples are bent at a 90-degree angle to make sure the copper-nickel outer layers dont separate from the pure copper core; sometimes theyre heated to make sure the surface doesnt blister.
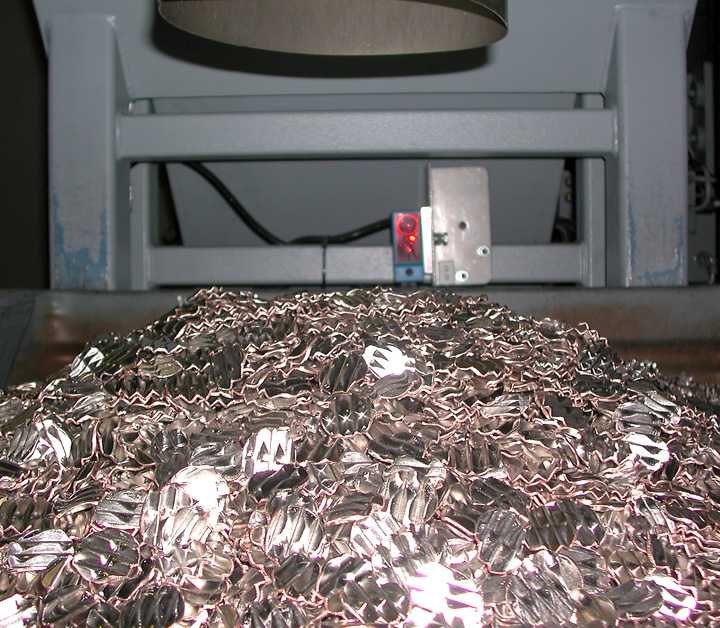
From the loading dock the coiled strip moves to one of six automated production lines. First its fed into a Schuler blanking press, which can punch out as many as 20 planchets with each down-stroke, depending on the diameter of the denomination. Nearly as fast as a coin press, its multiple punches can cut up to 12,000 blanks a minute. The waste material — 22 percent of the nickel, dime and quarter strip, 27 percent of half-dollar strip and 25 percent of Sacagawea dollar strip — is known as "webbing" or "web scrap" and is sent back to the supplier for recycling.
|
|


As if this process werent already upsetting enough to the poor little coin blanks, next comes the Schuler upsetting mill where theyre squeezed edge-wise to give them their rim. Theyre fed horizontally into a groove on a wheel that spins them through a passageway thats narrower than they are, forcing the metal to be "up-set," or to flatten outward, at the edge. (Sacagawea dollars, which have a broader rim, are upset before theyre annealed.)
In a moment, theyll become coins.
FROM THE PRESS TO YOU
Thus far the process has taken place along a symmetrical production line. Before 1986, when the Mint was rolling its own coin strip, the loading, blanking, annealing, burnishing and upsetting processes took place in three separate rooms on three different floors, with forklifts to transport the metal from station to station.
The Denver Mints shop floor is really a series of separate rooms that have been added and modified over the last century as demand required and new technologies mandated.
One process that hasnt yet been fully automated is the transport of the blanks to the coining rooms. Thats the next innovation to come, officials say
At this point on our journey, all blanks for circulating coins, from Lincoln cents through Washington quarters, are ready for striking. (No Kennedy half dollars or Sacagawea dollars are made for general circulation.)
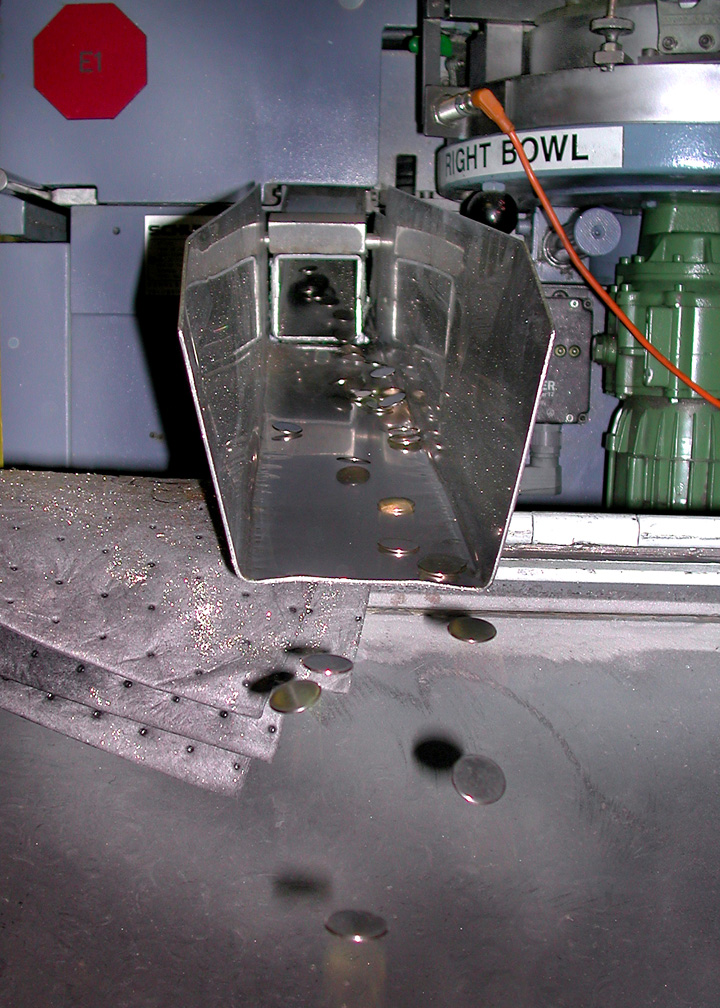
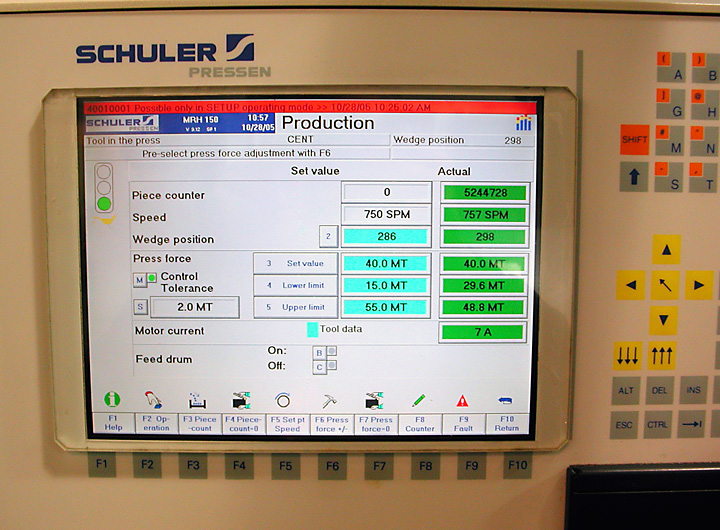
Schuler, the worlds only maker of horizontal-stroke coin presses, advertises a maximum rate of 850 coins per minute, but the Mints press operators monitor each presses computer screen for an average rate of 750. The blanks are gravity-fed vertically into the press so that theyre "standing up" when they receive their blow from the hammer die. On a normal up-and-down press the hammer die is usually the obverse die ("heads side") and the anvil die is usually the reverse ("tails" side), but on the Schuler horizontal press the hammer die is usually the reverse die.
|
|

Several factors affect die life, from how well the press operator keeps the machine clean, to the design of the coin itself. Dies tended to wear out quickly on the Florida quarter because of its wide-open field; they lasted a long time on the Connecticut quarter, whose Charter Oak design filled the field evenly. Its all the more reason to appreciate Connecticuts contribution to the 50-state quarter program.
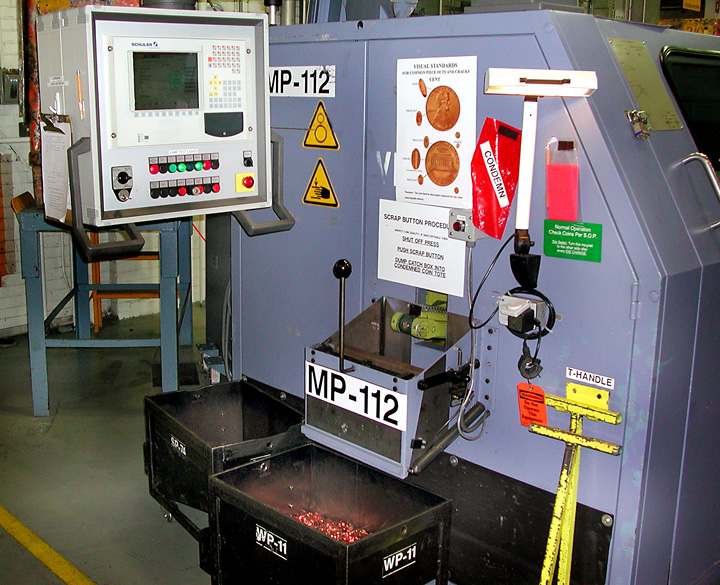
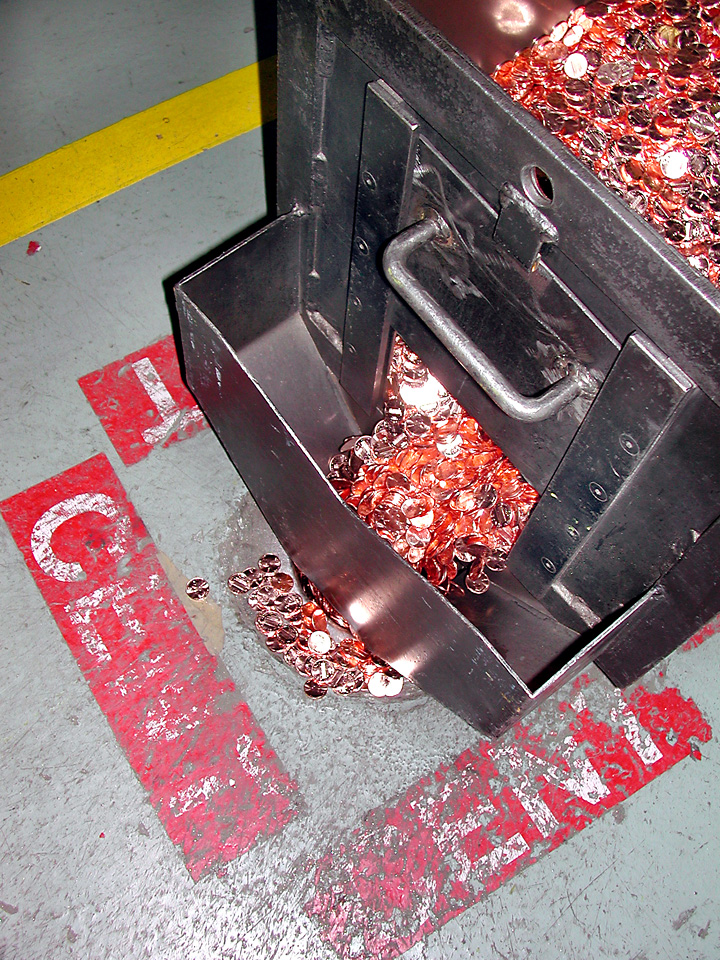
When several thousand coins have flown out of the Schuler press and into a tote box, the press operator inspects a handful and passes judgment on the whole batch. If the small sample is up to snuff, the batch is sent to the next stage. If not, the entire batch is condemned and sent to the waffler.
Made in the Netherlands, the waffler is one of the newest additions to the Denver Mint. Until 2002, Mint Police had to escort rejected coins back to the material suppliers, to make sure they didnt end up in the hands of error coin collectors. Now the bad apples are fed into a machine that obliterates their design by impaling them with a raised, corrugated, waffle-like pattern that renders them impossible to slip into a vending machine.
Error collectors have taken to "waffled coins" like ducks to water. To the Mint, theyre junk, and they arent officially tracked after they leave the premises.
"The metal is recycled to make new coins," said White, the Mint spokesman. "Once the United States Mint is compensated for the metal value, the waffled material is no longer property of the United States government."
Like defective struck coins, defective blanks — such as those with gouges so deep they wont disappear under the force of the coining press — also go to the waffler.
Coins that pass muster are dumped down a hole in the concrete floor. Literally. Those tote boxes are "toted" to holes directly above the counting and bagging machines in the basement.
Its different in Philadelphia, where stamping, counting and bagging operations are on the same floor. There, the coins take a nice ride on conveyor belts. But again, the Denver Mint is a series of room additions, and with a building footprint that covers an entire city block, the only way to grow now is up.
|
|


Scales are calibrated annually by Toledo Scale, and Mint operators test the weights every morning.
In all denominations, one days production adds up to three to six truckloads and a face value of $1 million to $1.5 million in coin that is shipped out of Denver to the Federal Reserve banks and other designated receiving companies west of the Mississippi River.
NUMISMATIC COINS
If you thought only "proof" coins get special treatment, and that regular, freshly minted production coins go into mint sets, think again.
In one of the three subterranean levels of the Denver Mint is the numismatic section. There, operators strike, inspect and seal in Mylar the D-mint coins that are sent to Philadelphia for distribution to the public. (At this writing, the numismatic section is in the process of moving to the ground-level shop floor.)
Uncirculated "numismatic" coins arent stamped on horizontal-stroke Schuler presses. Instead theyre minted on a vertical (down-stroke) Schuler press thats nearly as fast at 700 strokes per minute.
But unlike its horizontal counterpart, the vertical Schuler can — and does — strike specially processed uncirculated planchets two or more times.
|
|


VISITING DENVER
Downtown Denver is an interesting blend of flashy high-rises and 19th-century brick building left over from the rough and tumble days of the Colorado gold rush. City leaders have made a sizable investment in recent years to revitalize the central business district and create the 16th Street Mall, an outdoor, pedestrian-only boulevard of shops and restaurants.
The U.S. Mint bowed to the wishes of the local government when it expanded the Denver facility in 2000. The Mint sealed off the old front entrance on Colfax Avenue and created a new entrance on Delaware Street through which all employees must pass. For the sake of a historically correct appearance, the addition included iron bars over fake, filled-in windows that are truly just indentations in the façade.
Around the other side of the building on Cherokee Street is the tour entrance. Public tours were suspended temporarily after Sept. 11, 2001. They resumed in April 2002 but had to be arranged by a member of Congress. Denver has offered tours without congressional sanction since April 2005, but only for walk-ups. Now, as of Oct. 31, 2005, Denver Mint tours can be arranged up to three months in advance on the Internet at http://www.usmint.gov/mint_tours.
Visitors are escorted through a secure section of the mezzanine level of the Mint, from which they can look down through glass windows at the Schuler presses that stamp the designs into Lincoln cents. Visitors also get to see some of the antique equipment that was salvaged from the Denver Mints early years.
Theres one thing no Denver Mint visitor will see. Thats the 43.8 million ounces of gold stored deep in the bowels of the facility. For not only does Denver produce the base-metal specie for the western half of the United States; it also does its part to meet the U.S. Mints strategic goal of protecting the nations bullion. To that end, the Denver Mint is the third largest repository of the nations gold supply after Fort Knox and West Point.
But visitors shouldnt feel too disappointed. Most of those 400 Denver Mint employees have never seen it, either.
©2006 MILLER MAGAZINES INC./LEON WORDEN. ALL RIGHTS RESERVED.
